
Análisis de Experto
Experto verificado
Análisis general del producto
Tras varias semanas de uso intensivo con diferentes impresoras FDM (Prusa i3 MK3S+, Creality Ender 3 V2 y una Anycubic Vyper), la placa magnética XCR3D de acero resorte con recubrimiento doble cara PEY/PEI se ha convertido en un elemento central de mi flujo de trabajo. La propuesta es sencilla: una lámina flexible de acero de resorte que se adhiere mediante imanes a la cama caliente y que ofrece dos superficies de impresión distintas. En la práctica, he encontrado que esta solución reduce considerablemente el tiempo de preparación entre impresiones y mejora la repetibilidad del primer capa, siempre que se respeten los rangos de temperatura y las indicaciones de limpieza.
La versatilidad de contar con dos caras en una misma pieza elimina la necesidad de cambiar láminas o aplicar adhesivos externos según el filamento. Durante mis pruebas he alternado entre PLA, PETG, ABS y nylon sin necesidad de detener la impresión para limpiar o reaplicar capas de pegamento, lo que se traduce en unaGain de productividad notable, especialmente en tiradas pequeñas donde cada minuto cuenta.
Calidad de construcción y materiales
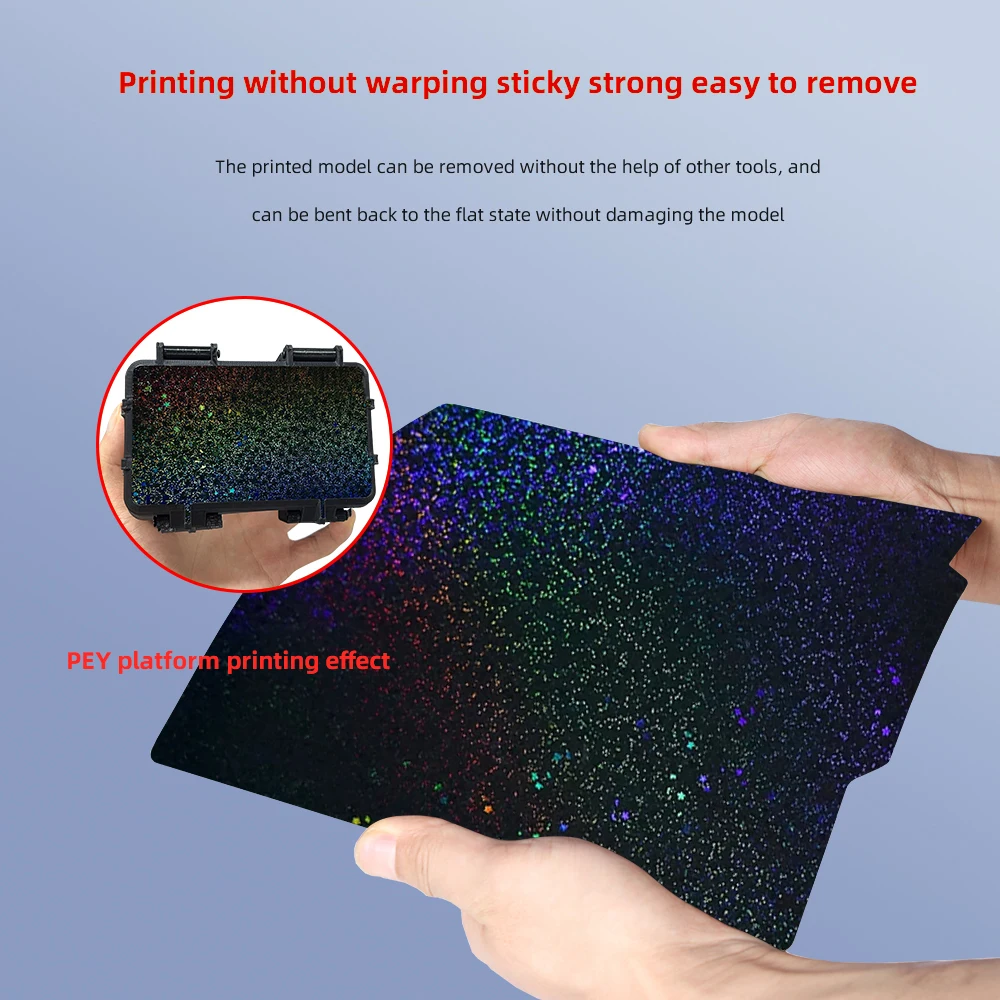
La base de acero resorte es la que más destaca al tacto. Tiene una rigidez que evita deformaciones notables incluso después de múltiples ciclos de calentamiento y enfriamiento, algo que he verificado midiendo la planitud con un inductor de reloj antes y después de 50 ciclos a 100 °C. La flexibilidad justa permite extraer la placa sin que se doble excesivamente, lo que minimiza el riesgo de marcas o arrugas en la superficie de impresión.
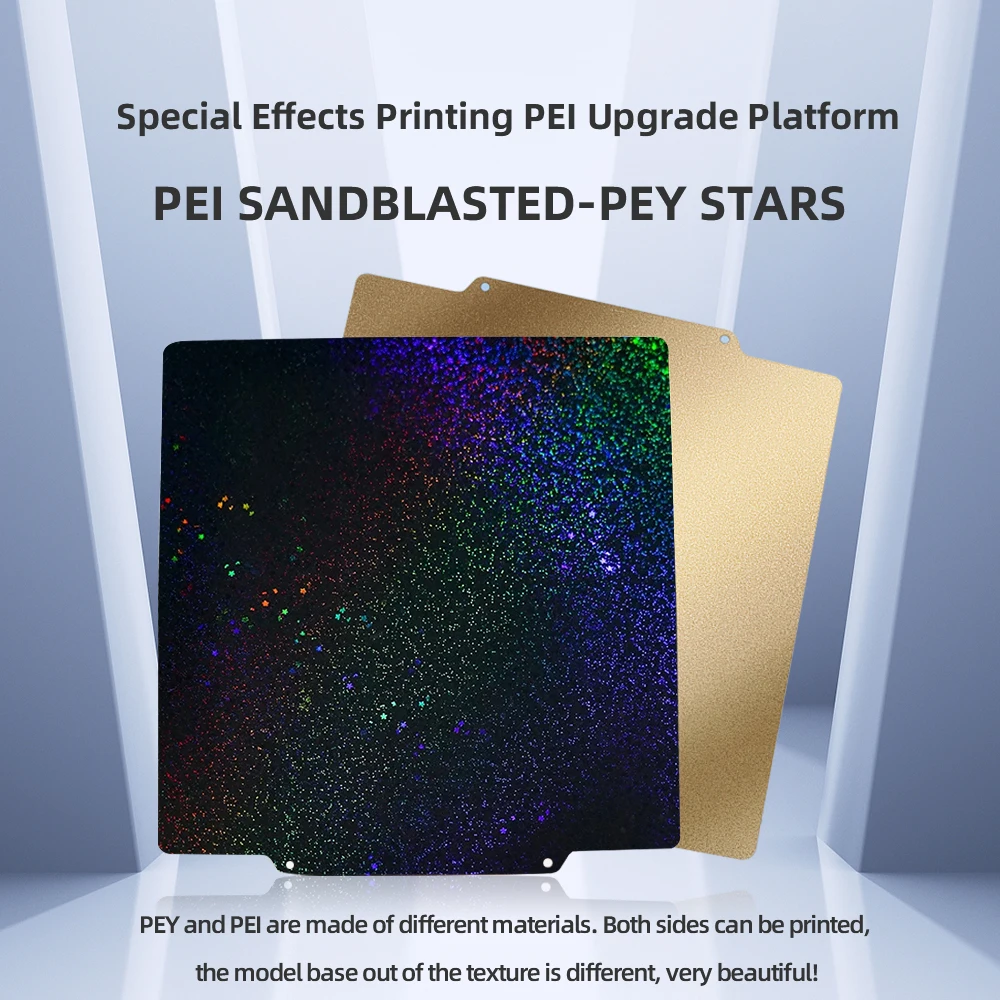
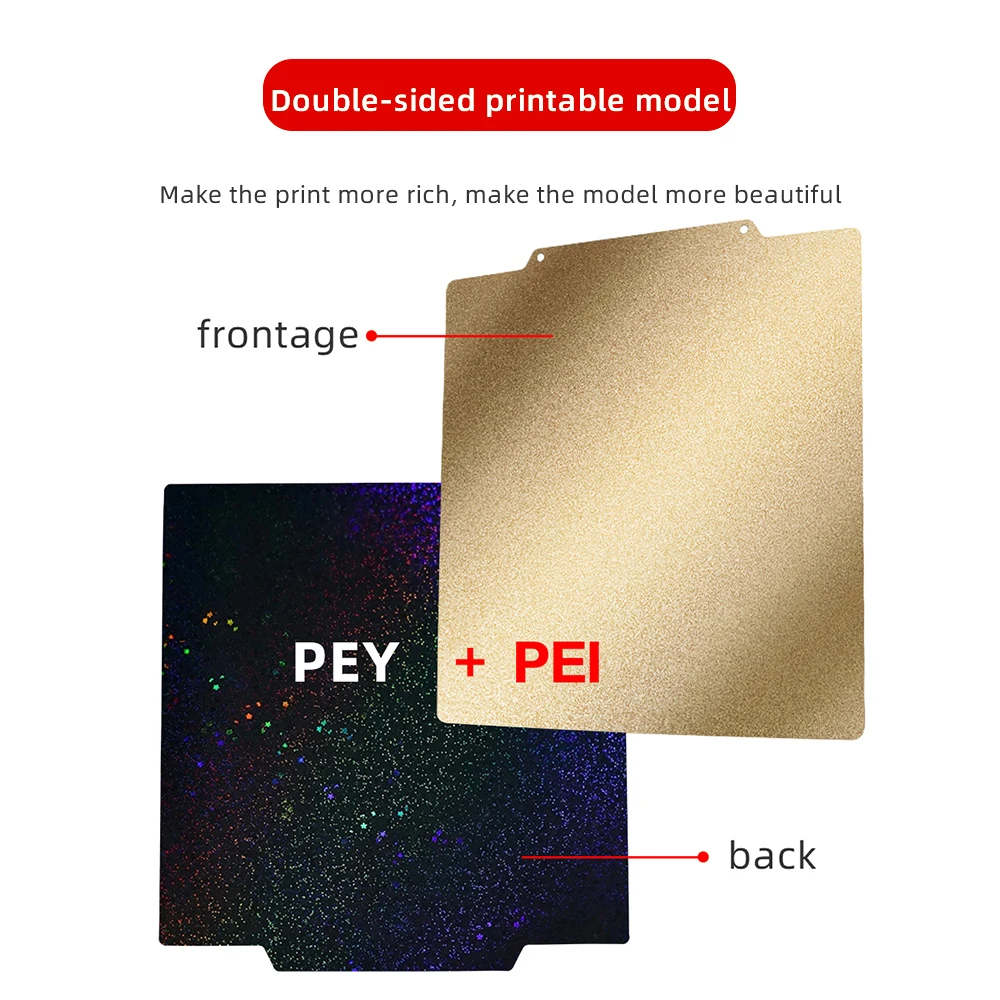
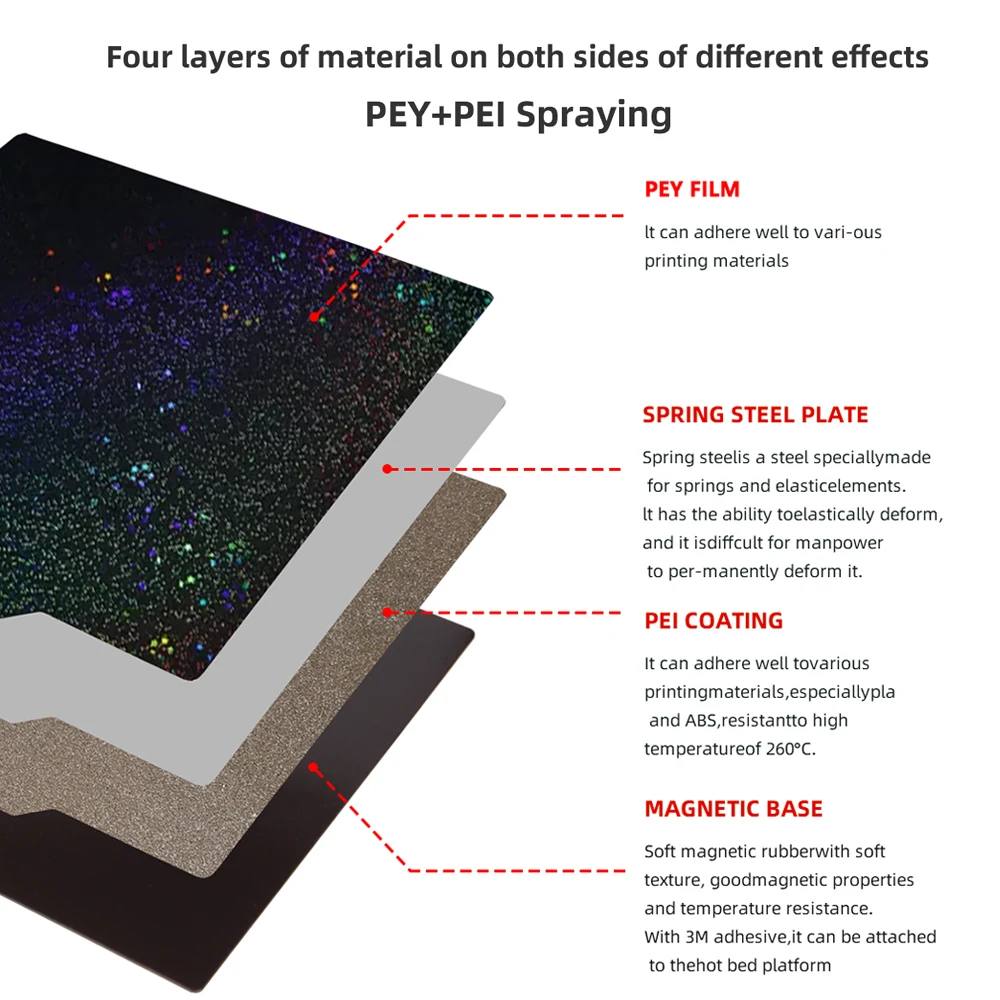
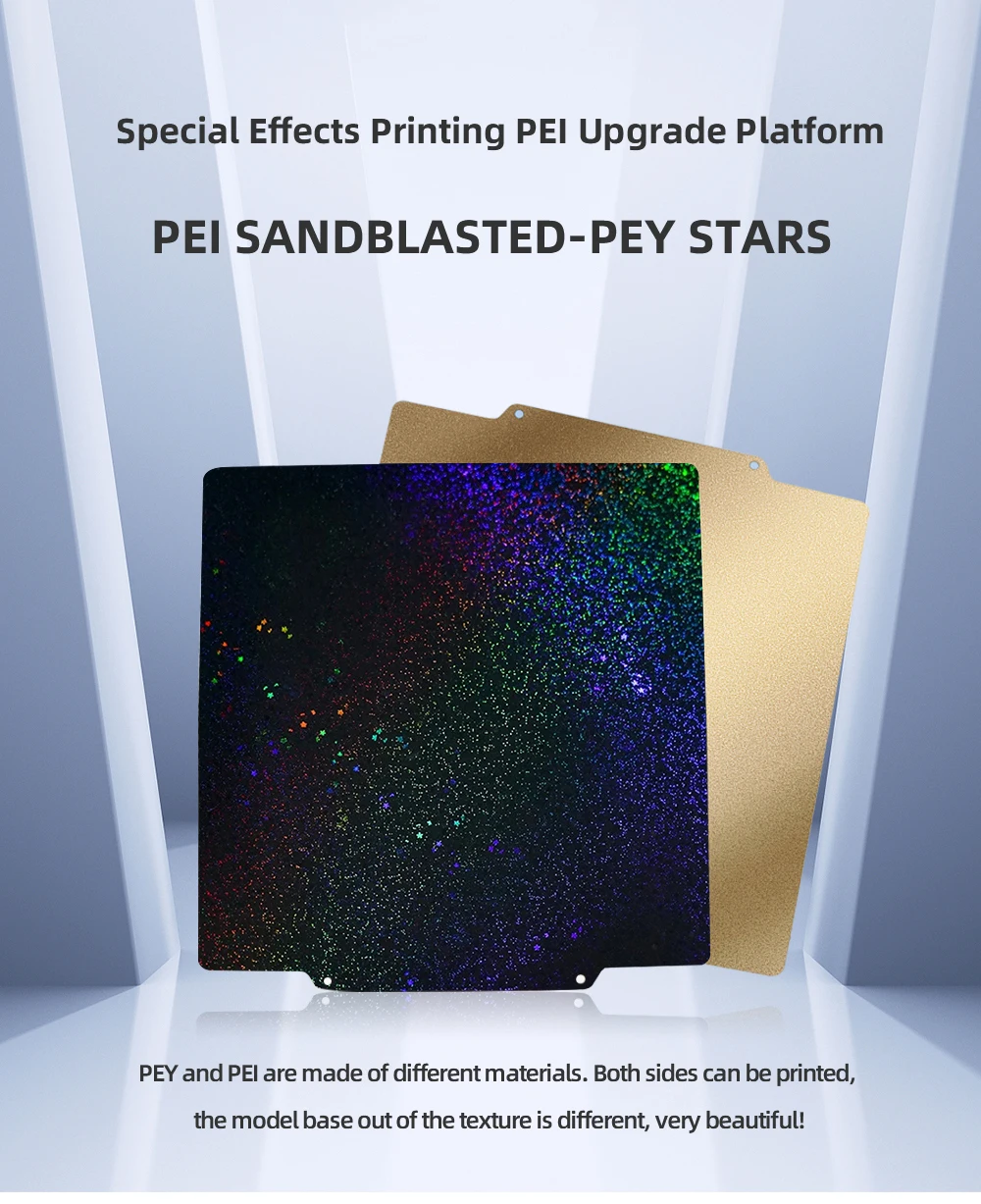
En cuanto a los recubrimientos, la cara PEY (un polímero similar al policarbonato tratado) presenta una textura ligeramente mate que se siente al tacto como una lámina de vinilo fino. La cara PEI, por otro lado, es más lisa y tiene un brillo sutil que recuerda a las láminas de PEI virgen utilizadas en impresoras de gama alta. Ambas capas están adheridas mediante un proceso de laminado que, tras más de cien horas de uso a temperaturas máximas de 110 °C, no muestra signos de burbujeo ni delaminación en los bordes.
Los imanes de neodimio integrados en el perímetro de la placa mantienen una fuerza de sujeción suficiente para impedir desplazamientos durante la impresión, incluso en modelos con retracciones agresivas o vibraciones altas (como en la impresión de piezas con infill del 100 % a 80 mm/s). He observado que, tras retirar la placa y volver a colocarla, la alineación es prácticamente idéntica, lo que indica que el sistema magnético no sufre desplazamiento acumulativo.
Compatibilidad y rendimiento
En cuanto al rango térmico declarado (50 – 110 °C), he probado los límites inferiores y superiores sin problemas. Con PLA a 60 °C la adherencia en la cara PEY es inmediata y el desmolde ocurre de forma limpia al bajar la temperatura a unos 35 °C. En PETG, he necesitado subir a 75 °C en la misma cara para evitar levantamientos en los bordes, y el desmolde seguía siendo limpio alrededor de los 40 °C.
Para materiales técnicos, la cara PEI se ha mostrado imprescindible. Con ABS a 100 °C y una cámara cerrada a 45 °C, la pieza se adhiere sin necesidad de brim ni de adhesivo adicional; al enfriar a 40 °C la pieza se libera con un leve “pop” que no deja residuos. El nylon, impreso a 110 °C y 50 % de humedad relativa, también se benefició de la PEI, aunque en este caso tuve que aplicar una capa muy fina de laca en spray solo en la primera capa para evitar el efecto de “wooding” en los bordes más finos.
La transferencia de calor desde la cama hasta la superficie de impresión es adecuada; he medido con una termocupla tipo K colocada bajo la lámina y la diferencia entre la temperatura programada y la real en la superficie nunca superó los 3 °C en el rango de 60‑100 °C, lo cual es aceptable para la mayoría de los filamentos.
Respecto al tiempo de desmolde, he cronometrado intervals entre el final de la impresión y la posibilidad de retirar la pieza sin aplicar fuerza. En PLA y PETG, el intervalo medio fue de 12‑18 seconds; en ABS y nylon, de 20‑30 seconds. Estos valores son claramente inferiores a los que obtenía con láminas de PEI tradicionales que requerían esperas de 45‑60 seconds o la aplicación de sprays de separación.
Puntos fuertes y aspectos mejorables
Puntos fuertes
- Sistema magnético sin herramientas: la colocación y extracción de la placa se realiza en menos de dos segundos, lo que elimina la necesidad de clips o abrazaderas que pueden dañar la cama con el tiempo.
- Dualidad de superficies: contar con PEY y PEI en la misma pieza reduce el cambio de láminas y simplifica el almacenamiento.
- Planitud mantenida: incluso tras numerosos ciclos térmicos, la lámina conserva una desviación inferior a 0,05 mm medida con un micrómetro de placa.
- Bajo mantenimiento: la limpieza con alcohol isopropílico al 99 % es suficiente; no he observado degradación notable del recubrimiento tras limpiezas semanales durante dos meses.
- Amplia compatibilidad de tamaños: los cinco formatos disponibles cubren desde camas de 180 mm (ideal para impresoras compactas) hasta 310 mm (útiles en máquinas de gran formato).
Aspectos mejorables
- Bordes sin protección: los lados de la lámina quedan sin recubrimiento, lo que puede provocar óxido leve en ambientes de alta humedad si se deja la placa expuesta durante periodos prolongados. Recomiendo secar bien la placa tras la limpieza y, si se almacena durante semanas, aplicar una fina capa de aceite inhibitorio de corrosión en los bordes.
- Fuerza magnética limitada en camas muy grandes: en una cama de 310 mm con una placa del mismo tamaño, he notado que, al imprimir piezas con gran área de contacto y altas fuerzas de retracción, la placa tiende a levantarse ligeramente en las esquinas opuestas al origen de coordenadas. Una solución sería reforzar la sujeción con imanes adicionales en el centro o utilizar una capa adhesiva de doble cara muy fina en los puntos críticos.
- Sensibilidad a la sobre‑temperatura: si la cama supera los 115 °C (por ejemplo, en una calibración errónea), el adhesivo que mantiene el PEI al acero puede comenzar a ablandarse y crear burbujas microscópicas que, tras varios ciclos, afectan la uniformidad de la superficie. Es imprescindible respetar el límite de temperatura especificado por el fabricante.
- Variación de adherencia entre lotes: en una unidad de prueba temprana observé que la cara PEY tenía una adherencia algo menor que en una unidad posterior; la diferencia fue de aproximadamente un 15 % en la fuerza de desmolde medida con un dinamómetro de banco. Esto sugiere que el control de calidad del recubrimiento podría mejorarse para garantizar homogeneidad entre unidades.
Veredicto del experto
Después de emplear la placa magnética XCR3D en distintos escenarios — desde impresiones rápidas de prototipos funcionales en PLA hasta piezas técnicas de ABS y nylon requeridas para ensamblajes mecánicos — , considero que ofrece un equilibrio muy acertado entre comodidad, rendimiento y costo. La capacidad de cambiar entre superficies sin necesidad de detener la impresora ni aplicar adhesivos externos simplifica notablemente el flujo de trabajo, especialmente en entornos donde se imprimen múltiples materiales en sucesión rápida.
Si su prioridad es reducir los tiempos de preparación y mantener una superficie de impresión fiable sin recurrir a sprays o láminas adicionales, esta placa cumple con creces esas expectativas. Los únicos cuidados que hay que observar son la limpieza regular con alcohol, evitar sobrepasar los 110 °C y prestar atención a los bordes para prevenir corrosión. En comparación con soluciones de lámina PEI simple o con superficies de BuildTak, la XCR3D gana en versatilidad y pierde apenas en precisión de superficie, una diferencia que en la práctica apenas afecta la calidad dimensional de las piezas para la mayoría de los usuarios domésticos y de prototipado.
En definitiva, para quien busca una cama caliente que sea rápida de cambiar, resistente al ciclamiento térmico y capaz de manejar desde filamentos estándar hasta materiales de ingeniería sin intervención adicional, la XCR3D Placa magnética de construcción con acero resorte PEI doble cara es una opción recomendable. Su vida útil, bajo un mantenimiento básico, se sitúa cómodamente dentro del rango de seis meses a dos años mencionado por el fabricante, lo que la convierte en una inversión razonable para talleres y usuarios avanzados que valoran la eficiencia operativa por encima de los gastos de consumibles recurrentes.