

Análisis de Experto
Experto verificado
Análisis general del producto
Tras varias semanas alternando varias impresiones de resina en un entorno de trabajo “real” (jornadas largas, lotes pequeños repetidos y cambios de material), la película FEP de alta transmitancia para LCD SLA se ha convertido en una de esas piezas que no parecen críticas hasta que empieza el problema. En mi caso, el objetivo principal no era solo “curar más”, sino lograr un curado más uniforme y una liberación consistente para minimizar fallos típicos: piezas que se quedan “pegadas” en la lámina, bordes con microdaños por arrastre y variaciones en la adherencia con el paso de los días.
El formato encaja muy bien en impresoras SLA basadas en pantalla LCD, donde la película actúa como interfaz de transmisión y liberación entre el panel y el tanque. Un tamaño como 140 x 200 mm suele alinearse con bastantes configuraciones habituales, y el espesor de 0,1 mm es, precisamente, el tipo de construcción que esperas en este tipo de láminas: suficientemente flexible para tensar bien, pero con rigidez como para mantener un comportamiento estable durante sesiones prolongadas.
Calidad de construcción y materiales
La primera impresión al trabajar con una FEP buena es la sensación superficial. Aquí destaca por su acabado liso y antiadherente, algo que se nota especialmente al retirar piezas: reduce los “micropull” que algunos usuarios interpretan como “mala exposición” cuando en realidad es arrastre mecánico durante la fase de despegado.
Además, la película está diseñada para aguantar temperaturas de hasta 204 °C, un dato importante en la práctica porque el conjunto tanque/pantalla suele calentarse con el uso (más aún si hay sesiones largas, resina en tanques sin mucha ventilación o si mantienes la impresora en condiciones de trabajo continuadas). En mi experiencia, cuando una FEP aguanta bien la temperatura, se traduce en dos efectos prácticos:
- Menos deriva del comportamiento superficial con el tiempo (no se vuelve “más pegajosa” antes de lo esperado).
- Mayor consistencia en el despegado entre sesiones, evitando variaciones que luego intentas corregir “a ciegas” tocando parámetros.
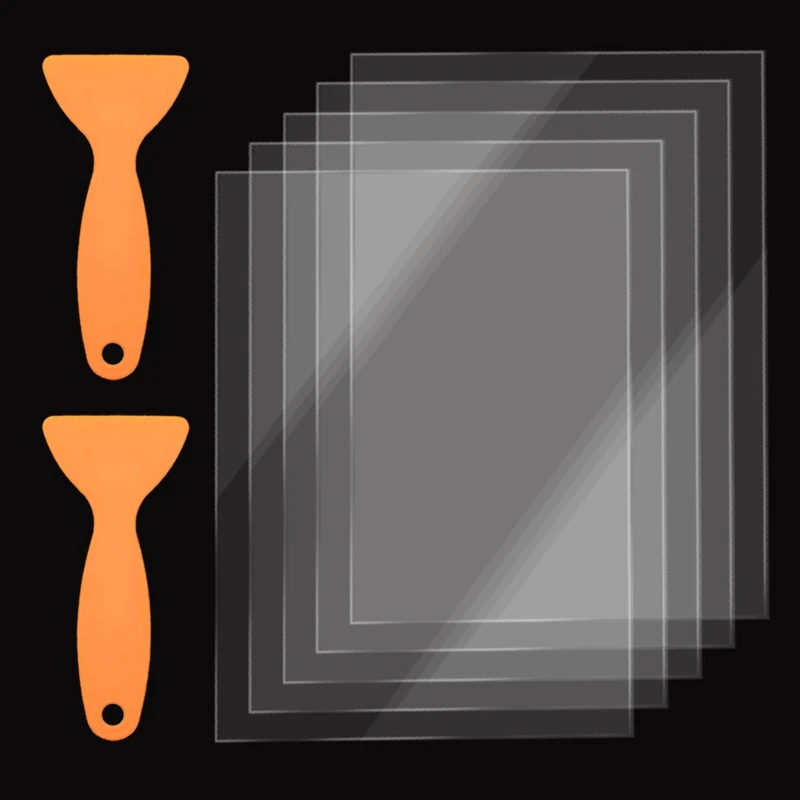
El kit incluye varias películas y también espátulas de plástico de repuesto. Esto tiene valor real: en la rutina, muchas veces el punto débil no es la película en sí, sino el desgaste por uso de la herramienta al levantar piezas de forma repetitiva o cuando alguna resina endurece donde no debe. Tener repuesto reduce el tiempo muerto y evita usar una espátula dañada que termine marcando la lámina.
Compatibilidad y rendimiento
En compatibilidad, este tipo de FEP está orientado a impresoras 3D con resina LCD SLA donde la película va montada en el tanque sobre el panel. No sirve para sistemas que no trabajen con una lámina separadora/transmisora en ese formato (por ejemplo, algunos enfoques basados en otras tecnologías de proyección o depósitos estructuralmente distintos). En un uso típico, lo importante es que la película sea compatible con el tamaño del bastidor y que el tensado sea correcto.
Donde se nota el salto de una FEP “mejor” es en el rendimiento operativo:
- Liberación: con una superficie antiadherente, el despegado suele ser más limpio. Yo lo he visto tanto en geometrías con bastante superficie (placas y prototipos planos) como en piezas con “patas” finas donde cualquier arrastre arruina el acabado.
- Marcas y arrastre: una FEP lisa ayuda a que no queden microhuellas en las primeras capas. Esto no sustituye al ajuste de exposición o a la calibración de nivelado, pero sí reduce un tipo de error que, si lo atribuyes solo a la configuración de impresión, te hace perder tiempo.
- Uniformidad del curado: la alta transmitancia influye en cómo llega la luz a la resina. No significa que “todo salga perfecto” sin calibrar; significa que, con parámetros razonables, el comportamiento tiende a ser más estable, especialmente cuando alternas entre piezas de diferente tamaño.
En cuanto a flujo de trabajo, lo que más me ayudó fue mantener una rutina estricta de mantenimiento y manipulación. Antes de imprimir, limpiaba la película con alcohol isopropílico para evitar restos de resina parcialmente curada o contaminantes. Esto marca diferencia: si la superficie está “sucia” microscópicamente, el despegado empeora y aparecen fallos intermitentes que son muy difíciles de diagnosticar.
Por otro lado, el espesor y el tensado impactan directamente en el “mapa” de contacto. Tras cada sustitución, reviso nivelado y eje Z. En mi caso, es el paso que más evita que el primer intento salga con variaciones en las primeras capas.
Puntos fuertes y aspectos mejorables
Puntos fuertes
- Superficie lisa y antiadherente: reduce arrastre, mejor liberación y menos marcas visibles en la práctica.
- Temperatura alta soportada (204 °C): aporta estabilidad durante sesiones largas, manteniendo consistencia en el tiempo.
- Incluye repuestos (varias películas y espátulas): mejora la continuidad del trabajo y evita improvisar con herramientas gastadas.
- Alta transmitancia: se traduce en curado más uniforme cuando el resto del ajuste acompaña.
Aspectos mejorables (o, mejor dicho, puntos a vigilar)
- Manipulación durante el cambio: cualquier contacto descuidado con elementos metálicos puede rayar o marcar la FEP, y esos daños luego se notan como “líneas” o zonas con comportamiento irregular. Yo lo traté como si fuera un componente óptico: herramientas limpias, apoyo estable y movimientos suaves.
- La limpieza tiene que ser constante: no basta con “cambiar la película y ya”. Si acumulas microdepósitos, el rendimiento cae. El alcohol isopropílico funciona bien, pero hay que hacerlo con cuidado para no dejar pelusa ni recontaminar.
- Ajuste tras el cambio: es imprescindible revisar nivelado y distancia del eje Z. Si no, culpas al material cuando el problema suele ser mecánico/geométrico.
Veredicto del experto
Es una FEP para LCD SLA que encaja muy bien en una estrategia de impresión estable: buena liberación, superficie lisa y comportamiento consistente cuando mantienes limpieza y calibración. La ventaja real frente a opciones más flojas aparece cuando imprimes con frecuencia y quieres reducir el ruido de fallos “mecánicos” (arrastres, piezas que no despegan bien o curado errático por suciedad/contaminación). Si tu prioridad es mantener calidad de acabado y continuidad de producción, esta clase de lámina merece la pena y, sobre todo, te obliga a mantener una rutina correcta de montaje, limpieza y revisión del eje Z.